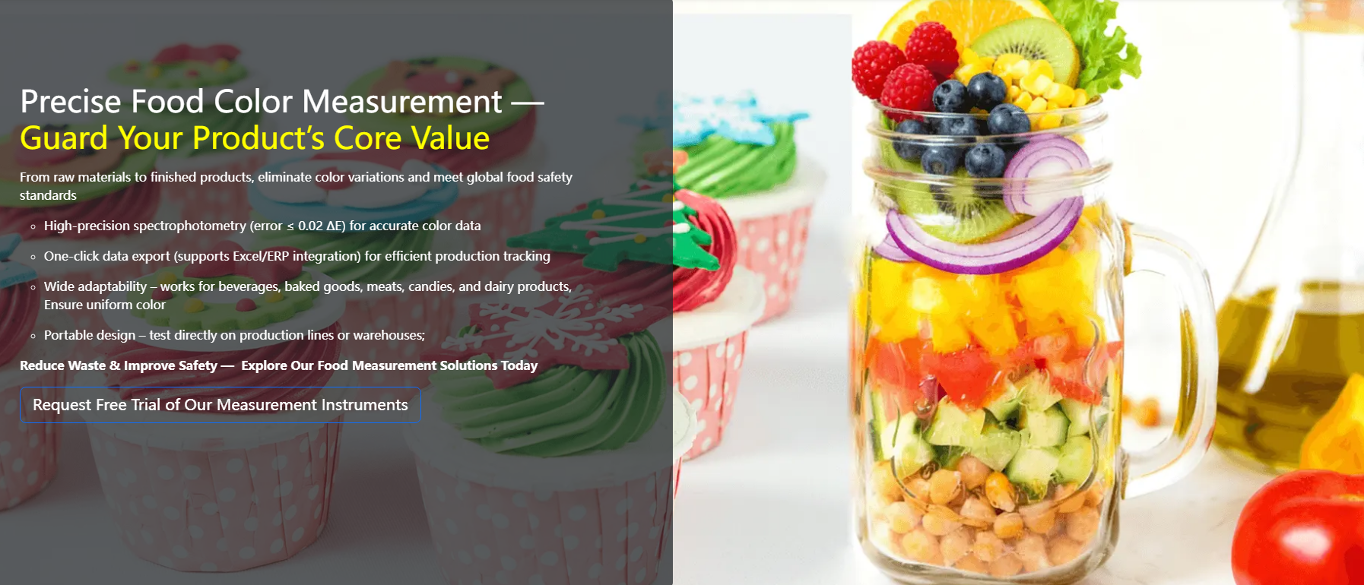
Color is one of the most intuitive quality indicators for food and beverages. It directly affects consumer perception, shelf-life evaluation, raw material grading, production consistency and market sales. 3nh provides professional color measurement and color management solutions for the entire food and beverage industry chain, covering raw material incoming inspection, production process monitoring, finished product quality control and shelf-life color stability testing.
Food & Beverage Color Measurement
Safely and accurately monitor the color of raw materials and finished products to ensure product quality and consumer experience.
Main Application Scenarios
- Raw material grading: Fruits, vegetables, grain, meat, seafood, tea leaves, coffee beans
- Processed food: Baked goods, snacks, sauces, condiments, candy, chocolate
- Beverages: Fruit juice, carbonated drinks, wine, beer, dairy drinks, bottled tea
- Packaging & food appearance: Surface color of food and beverage packaging, color consistency of label printing
Key Testing Parameters
- CIE *Lab, L*C*h°** color space
- ΔE total color difference for batch consistency
- Browning degree, yellow index, whiteness index
- Transmittance and turbidity for clear liquid beverages
- Surface gloss and uniform color distribution
Industry Pain Points & 3nh Solutions
Batch color deviation
Unified digital color standards, fast comparison between batches to stabilize production color.
Color change during processing
Monitor color changes in heating, baking, fermentation and frying in real time, optimize formula and process parameters.
Color fading & oxidation on shelf life
Regular color measurement to evaluate oxidation, discoloration and expiration performance.
Natural pigment formula adjustment
Accurately test pigment proportion, ensure stable color without color drift.
The Role of Colorimeters in Food

There is a need to be precise in measurement of color in food. Colorimeters for foods is a scientific equipment that analyzes the correct color of an object by measuring the way it absorbs and reflects light. This is essential in manufacturing of foods so as to maintain high quality and satisfy consumers. Colorimeters can detect various components in food by measuring the color changes in food, thereby effectively ensuring food quality and safety.
Applications of Colorimeters
1. Ketchup Color Measurement
Admittedly, you might have never thought that ketchup can be a different color of red than it is. It is so because production is very serious when it comes to color ketchup standards. A food colorimeter ensures that each bottle contains that famous red color because any deviation will be detected.
2. Color in Cookies and Baked Goods
The cookies should have consistent color which is required during mass production. By using colorimeters, bakers can chart a method to monitor baking time and proportion of ingredients to achieve a similar color and flavor.
3. Colored Catsup Variants
The food industry is considering ketchup of different hues such as green, purple, or even black as a novelty, or niche factor. When this happens, proper tools in measuring color maintain brand recognition and consistency.
4. Coconut and Olive Oil
Depending on the origin, time of harvesting, or processing, olive oil could be darker or lighter in color, like brown coconut oil. To label and control the quality, scientific measurement of colour will provide the correct consumer information and batch control.
Color Control for Food & Beverage Raw Materials and Finished Products
- Evaluate the color of raw materials and finished products, and quantify color difference values.
- The 3nh YL3160 Non-contact Online Colorimeter measures various food types without contaminating samples or the instrument.

- The YS6060 Integrating Sphere Benchtop Color Analyzer performs transmittance measurement for liquid raw materials, meeting strict color tolerance requirements for solid food samples, as well as granules, gels and liquids.
- Adopt Color SQCX quality control software for food grading, data analysis and report generation, enabling defect detection before shipment.
- Equipped with dedicated sample fixtures to measure hard-to-handle samples such as seasoning powder, soy sauce, spices, broad bean paste, fruit juice, ointments and liquids.
- The TS4020 Benchtop Color Analyzer is suitable for the measurement and grading of frozen concentrated orange juice (FCOJ), beer color, canned concentrated orange juice (CCOJ), pasteurized orange juice (POJ) and more. It is an ASBC-certified integrating sphere spectrophotometer.

- Leverage ASBC color standards to evaluate food during inspection and generate professional quality reports.
Recommended 3nh Instruments
- Portable spectrophotometer: For on-site raw material inspection and production line spot check
- Benchtop spectrophotometer: For laboratory formula research, liquid, powder and paste sample testing
- Standard light booth: Visual color comparison under international standard light sources, avoid metamerism
- Color management software: Data recording, report generation, batch quality traceability
Industry-leading Food & Beverage Color Measurement Solutions
Consumers often choose food and beverages based solely on color, without even tasting them. Maintaining consistent color of finished food and beverages is a challenging task. By measuring sample color, quality control personnel can timely detect and correct deviations, avoiding discounted sales of defective products.3nh food and liquid color difference meters provide complete and integrated color solutions for the entire food and beverage industry chain, covering raw materials, processing, finished products and packaging.
Food & Beverage Packaging Quality Control
The TS7700 Advanced Spectrophotometer is ideal for ink rooms, quality control laboratories and printing & packaging factories. It measures the color of inks and paper before, during and after printing production, ensuring accurate and consistent packaging color at all times.

The YS3060 Portable Integrating Sphere Spectrophotometer delivers precise measurement for reflective surfaces of metallic inks and metallic films used in food packaging.
With customizable color quality control software, brand owners and packaging service providers can share and analyze color performance and printing quality consistency collaboratively.
Industry Value
Stable food color improves product market competitiveness, realizes standardized production, reduces manual visual error, meets food safety and factory quality system requirements, and maintains consistent brand visual image.
Color Quality Control for Baked Goods and Meat Products
If you are engaged in the production of bread, biscuits and cakes, or in charge of quality control for meat processing, you must have encountered these common troubles:From the same baking batch, some bread turns golden and appealing, while others look pale or overbaked; for marinated meat slices from the same production batch, the color obviously differs between morning and afternoon batches. Color fluctuation directly affects shelf display performance and consumer trust.
In the past, quality inspection relied entirely on experienced workers’ visual judgment. However, human eyes are easily affected by light conditions and visual fatigue. With the adoption of food colorimeters, color assessment now has digital standards: Lab* values, whiteness, yellowness, and ΔE color difference. Quality control has shifted from subjective “approximate judgment” to data-driven evaluation.This article focuses on how to use handheld large-aperture colorimeters to achieve precise color control for baked goods and meat products.
1. Color Meaning: Flavor Signals of Baked Goods & Freshness Indicators of Meat
For baked goods, crust color is a direct reflection of the Maillard reaction and caramelization.Pale color makes consumers feel the product is underbaked; overly dark color usually indicates burnt bitterness.For example, the ideal crust L* value of a baguette is around 50, with a* (redness) and b* (yellowness) values required to stay within a stable range.
For meat products, the bright red color of fresh meat mainly comes from oxymyoglobin.In accordance with the group standard T/GDAAV 0702-2025 Grading Standard for High-Quality Pork, pork shall have an L* value between 45~60 and an a* value between 8~18.When meat is stored for too long, myoglobin oxidizes into metmyoglobin, causing the a* value to drop and meat color to darken.Marinated meat products also involve the color development effect of additives, which requires colorimeter monitoring to ensure batch-to-batch stability.
In the industry, ΔE*ab < 1.5 is regarded as qualified, while ΔE > 2.5 shows obvious visible color difference. All these numerical standards are supported by standardized measurement methods.
2. Uneven Surface of Baked Goods? Large-Aperture is the Right Solution
Many bakeries make a common mistake:Using a standard 8mm aperture colorimeter to test bread crust or biscuit surfaces, resulting in unstable and fluctuating data.
The reason is simple: bread crust is full of pores and textures. An 8mm aperture only covers a tiny area; slight movement will change the reading completely.This is why large-aperture instruments are strongly recommended for rough food surfaces.
The 3nh NR20XE Large Aperture Colorimeter features a 20mm measuring aperture with 45/0 annular illumination design. It effectively averages the interference from surface textures and delivers highly stable data.
Operation is simple: attach the measuring port closely to the top of bread or flat biscuit surface, press the key, and get the result in one second.For representativeness, take 3~5 measuring points on one sample and calculate the average value.
3. Color Evaluation for Meat Products: Focus on a* Redness and Whiteness
In meat laboratories, a* (redness) and b* (yellowness) values are the core indicators for meat color evaluation.A low a* value will make consumers perceive the meat as not fresh.
For white meat such as chicken and fish, whiteness index is also a key evaluation parameter.When testing meat slices, avoid fat and connective tissues, and measure only pure muscle parts. Place the meat flat on a white background for testing.
Many marinated steak manufacturers test color before and after pickling with a colorimeter, to ensure consistent color development of seasonings and color fixatives across batches.
4. Common Food Color Indicators: How to Use Lab*, Whiteness, Yellowness and ΔE
It is not enough to only read numbers; you need to understand what they mean:
- L*: Lightness (0 = black, 100 = white)
- a*: Positive value = red, negative value = green
- b*: Positive value = yellow, negative value = blue
For baked goods:Whiteness is widely used for flour and bread crumb; yellowness is applied to biscuits and cake bodies.
ΔE*ab represents total color difference, integrating deviations of L*, a* and b*.Generally, ΔE*ab < 1.5 means the color difference is almost invisible to human eyes.
In actual production, enterprises are recommended to build their own color database:Take standard samples, record benchmark Lab* values, and set ΔE alarm thresholds for standardized quality control.
Food & Beverage Color Measurement FAQ
1. Why is color measurement important for food and beverages?
Color is the first visual indicator of food and beverage quality, directly affecting consumer purchasing decisions, product shelf appeal, and brand consistency. It also reflects key quality attributes such as raw material freshness, processing degree (e.g., baking, fermentation), and shelf-life stability (e.g., oxidation, browning). Accurate color measurement helps avoid defective products, reduce waste, and ensure compliance with industry standards and brand specifications.
2. What types of food and beverage samples can be measured?
3nh color measurement instruments are suitable for almost all food and beverage types, including but not limited to: solid foods (baked goods, candy, meat, fruits, vegetables, grains), semi-solid foods (sauces, jams, yogurt, jelly), liquid foods (fruit juice, beer, wine, dairy drinks, soy sauce), and powdered foods (seasoning powder, flour, coffee beans).
3. Can color measurement instruments avoid contaminating food samples?
Yes. 3nh offers non-contact colorimeters (e.g., YL3160) that measure food color without touching the sample, completely avoiding cross-contamination between the instrument and the sample. For liquid or sticky samples, dedicated sample fixtures are also provided to prevent direct contact and ensure sample integrity.
4. What key parameters are measured in food and beverage color testing?
The core parameters include: CIE L*a*b* (lightness, red-green axis, yellow-blue axis), ΔE (total color difference, used to judge batch consistency), whiteness index, browning degree, yellow index, transmittance (for clear liquids), and turbidity. For special products like beer, beer color value (compliant with ASBC standards) is also measured.
5. What is the acceptable ΔE tolerance for food and beverages?
The tolerance varies by product type and industry requirements: – High-precision products (e.g., premium beverages, candy, branded baked goods): ΔE ≤ 1.0 (almost invisible to the naked eye); – General processed foods (e.g., sauces, ordinary snacks): ΔE ≤ 1.5–2.0; – Raw materials (e.g., fruits, grains): ΔE ≤ 2.0–3.0 (allowing for natural variations).
6. How to solve the problem of color deviation between batches?
First, establish a unified digital color standard for raw materials and finished products using professional spectrophotometers. Then, use 3nh color management software (e.g., Color SQCX) to conduct real-time color comparison between batches, monitor color changes during processing, and adjust formulas or process parameters in a timely manner to ensure batch consistency.
7. Which instruments are suitable for food and beverage color measurement?
3nh provides a full range of instruments for different scenarios: – Non-contact online colorimeter (YL3160): For on-site production line inspection, no sample contamination; – Benchtop integrating sphere spectrophotometer (YS6060, TS4020, TS7700): For laboratory formula research, liquid/solid/powder sample testing, and high-precision quality control; – Portable spectrophotometer (YS3060): For on-site raw material inspection and supplier incoming inspection; – Standard light booth: For visual color comparison under standard light sources, avoiding metamerism.
8. Can 3nh instruments measure food and beverage packaging color?
Yes. 3nh advanced spectrophotometers (e.g., TS7700) are suitable for ink rooms, printing factories, and QC laboratories, measuring the color of inks and paper before, during, and after printing. The YS3060 portable integrating sphere spectrophotometer can accurately measure reflective surfaces such as metallic inks and metallic films in food packaging, ensuring consistent packaging color with the brand standard.
9. How to measure liquid samples (e.g., juice, beer) accurately?
Use benchtop integrating sphere spectrophotometers (e.g., YS6060, TS4020) with transmittance measurement function. These instruments can accurately test the transmittance and color parameters of liquid samples, and are equipped with dedicated liquid sample cells to avoid sample spillage and ensure measurement accuracy. For beer, the TS4020 is ASBC-certified to measure beer color accurately.
10. What is the role of color management software in food and beverage color control?
3nh color management software (e.g., Color SQCX) can realize food quality grading, color data recording, analysis and report generation, helping QC personnel detect defects before shipment. It also supports data sharing between brand owners and packaging/service providers, ensuring consistent color standards across the entire supply chain.



